Malcom Tech, Malcom STA-2,
| Soldering is now lead-free. Reflow soldering quality with solder paste can be maintained by controlling the furnace temperature or determining the temperature profile on condition that the solder paste material is decided and the materials, surface treatment, or surface conditions during storage of parts and PCB patterns are kept clean. In the case of dip soldering, on the other hand, work is sequentially flown into molten solder, so that copper as a PCB pattern material and palladium, silver lead, and other various components employed for the surface treatment of part leads melt into solder to cause the solder composition to change.
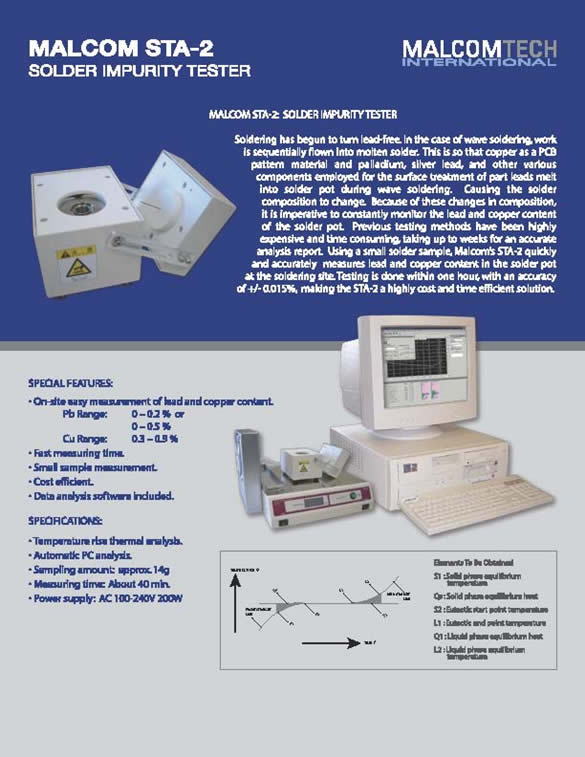
If lead and bismuth are molten into solder, the melting start temperature of solder lowers rapidly. Extremely speaking, solder does not become solid easily to cause a soldering failure. Since the component ratio of copper and tin changes unavoidably, it must be monitored by a certain method. Periodical analysis is desirable. However, X-ray fluorescent analysis, atomic absorption spectrophotometry, and chemical analysis are time-consuming and expensive. They are also difficult as a control method in a factory. Due to these circumstances, we offer a method of measuring a component change of these materials at soldering site. Pb measurement range: 0 - 0.2% accuracy: +/- 0.015% Cu Measurement range: 0.3 - 0.9% accuracy: +/- 0.1% Easy test lead contents (%) of solder pot at production site Quick testing (about 40 minutes) Small sample (0.5oz) Low Cost Computer control, software data collection Table top model |